Ball Mill

Продукциянын сүрөттөлүшү
Шар тегирмени азыктандыруучу бөлүктөн, азыктандыруучу бөлүктөн, айлануучу бөлүктөн, трансмиссия бөлүгүнөн (редуктор, кичине берүүчү механизм, кыймылдаткыч, электрдик башкаруу) ж.б.у.с. Ичи көңдөй вал темирден куюлган, подкладын өзгөртүүгө болот, ал эми айланма тиш дөңгөлөктөрдүн жылдыруучу тиштеринен жасалган. Баррелде эскирүүгө туруктуу подкладка бар, ал жакшы эскирүүгө туруштук берет. Машина туруктуу жана ишенимдүү.Балл тегирмендин ээси, анын ичинде цилиндр, эскилиги жеткен материалдан жасалган пайдалуу каптамалуу цилиндр корпусу, айланып турган цилиндр подшипник подшипнигине ээ жана сакталып турат, мисалы, кыймылдаткыч сыяктуу кыймылдаткыч бөлүгү, жана кыймылдаткыч тиштүү дөңгөлөгү, шкив, үч бурчтук, жана башкалар.
Ички винт менен спираль пышагы бар бергичтин кирүүчү бөлүгүндөгү бөлүктөрдүн, адатта, негизги компоненттердин эмес, бөлүктөрдүн, ички бураманын жардамы менен ооздун бошонушунун төгүлүүчү бөлүктөрүнүн спиральдуу лезвие деп аталышы мүмкүн.
Мындан тышкары, разряддык учтун көмөкчү жабдыктарында, эгер спираль конвейери колдонулса, анда шаймандарда спираль пышактар деп аталган бөлүктөр болот, бирок катуу айтканда, бул шар тегирмендин бөлүгү эмес. Кургак шар тегирмени жана нымдуу тоголок тоголок тегирмен материалдык жана дренаждык режимге ылайык тандалышы мүмкүн. Энергияны үнөмдөөчү тоголок тегирмен, автоматтык тургузулган эки катарлуу центрифеттик тоголок ролик подшипник, чуркоо каршылыгы аз, энергияны үнөмдөө эффектиси көзгө урунат. Баштапкы баррелдин корпус бөлүгүнө конустук цилиндр кошулган, бул тегирмендин эффективдүү көлөмүн көбөйтөт жана түтүктөгү орточо бөлүштүрүүнү акылга сыярлык кылат. Бул продукт түстүү металл, кара металл, металл байытуу жаатында, химиялык өнөр жайда жана курулуш материалдары өнөр жайында кеңири колдонулат.
Орнотуу жөнүндө
Шар тегирменин орнотулушу:
А) орнотуу планы колдонуучунун негизги инженериясына ылайык иштелип чыккан жана диаграмманын багытына, жайгашкан жерине жана мейкиндигине орнотулушу керек;
B) фюзеляждын төмөнкү тегиздиги катуу болушу керек, ал эми цилиндрдин астыңкы тегиздигинин тегиздиги горизонталдык жөнгө салынгандан кийин 1,5 / 1000ден чоң эмес.
1. Орнотуу:
А) материалды орнотуу жабдууларынын түбүнөн алып салыңыз, айрыкча тешиктин ички дубалында чаң, май, суу жана башка суюктуктар болбошу керек;
Б) таңгактагы кутуларды таңгактагандан кийин, негизги кыймылдаткычты орнотуу абалына ылайыктуу көтөрүүчү жайлар (кран / жүк көтөргүч) менен жылдыруу керек;
C) жабдууларды ордуна коюңуз, анкердик болтту орнотуучу тешикчелер жана туш келди курдун "тирүү буттары" кадрдын шассиине ширетилгенден кийин раманын шассиине ширетилиши керек, андан кийин экинчилик ирет коюлушу мүмкүн;
D) 24 сааттык цементтин бекемдигин орноткондон кийин, гайканы жүктөөчү сыноо машинасын бекемдөө үчүн колдонсо болот;
E) бийликке жетүү;
F) орнотууну текшерүү жана ыңгайсыздыкты оңдоо;
G) электр шкафтары көмөкчү мотор бөлмөсүнө пол орнотуунун зарылдыгы жок жайгаштырылат.
2. Тест операциясы:
Шар тегирменин орнотулушу аяктады, текшерүү, бош сыноо болушу мүмкүн, топ тегирмендин чебер операторлору тарабынан ишке берилиши, тоголок тегирменге жооп бериши керек жана коопсуздуктун иштөө эрежелерин так сакташы керек.
(1) иштебей жаткан иштин иштөө убактысы 12-24 сааттан кем болбошу керек жана иштеги көйгөйлөр өз убагында чечилиши керек.
(2) жүктөөнү кадимки жүк сыноосуна чейин ишке киргизүүнүн бош убактысы, жүктү сыноо ар бир этапта жүргүзүлгөндө жүргүзүлүшү мүмкүн, жүктүн иштеши тоюттагы бошонуу шартына ылайык жүргүзүлүшү керек, майдалоочу тоголок топту жана цилиндр лайнери жана зыян.
А) 12ден 24 саатка чейин аракет кылуу үчүн тийиштүү материалдарды жана 1/3 болот тоголокчолорду (тоголок тегирмендин максималдуу салмагы) кошуңуз.
B) 24 сааттан 48 саатка чейин иштөө үчүн болоттон жасалган тоголокчолордун 2/3 бөлүгүнө чейин кошуу.
C) тоголок тегирменди чыгаруу шарттарына ылайык, квалификациялуу өнүмдөрдү өндүрүү, ошол эле түрдөгү тоголок станоктун иш жүзүндөгү жүктөө көлөмүнө таянуу менен, шар тегирмен станогунун тоголок жүктөө санын 72 сааттан кем эмес аныктайт.
(3) жогоруда көрсөтүлгөн жүктүн көбөйүшү жана сыноодогу иштөө убактысынын узактыгы чоңдуктагы редуктордун жана редуктор тиштүү дөңгөлөктүн иштөө шартына (температуранын көтөрүлүшү, ызы-чуу, тиштин бетине тийүү ж.б.) жараша аныкталат. Тиштин бетинин контакттык тактыгы долбоордун талаптарына жооп бербестен мурун, ал толук кубаттуулукта иштебеши керек.
(4) муздатуу жана майлоо тутуму сыноо ишинде кадимкидей иштеши керек, ал эми негизги подшипниктин, трансмиссия подшипникинин жана редуктордун температурасы нормалдуу болушу керек.
(5) болот шарынын сыноосунун 2/3 бөлүгүн 24 сааттан 48 саатка чейин жүктөгөндөн кийин, бардык болттарды кайрадан текшерип, бекемдеңиз.
(6) сыноо операциясы кылдаттык менен жазылышы керек.
Аралаштыруу, майдалоо, тоголок тегирмен негизинен керамикалык материалдар үчүн колдонулат, бул ар кандай керамикалык буюмдарды өндүрүү үчүн керектүү жабдуу, машина бириктирүүчү стрессти КОЛДОНУП, баштапкы токту азайтып, анын структурасы ажырагыс жана ажыратылган болуп бөлүнөт. V-куру кыймылдаткычы менен, бир баскычтуу же эки эсе жайлатуучу, көзкарандысыз чакан кубаттуу мотор менен жабдылган.
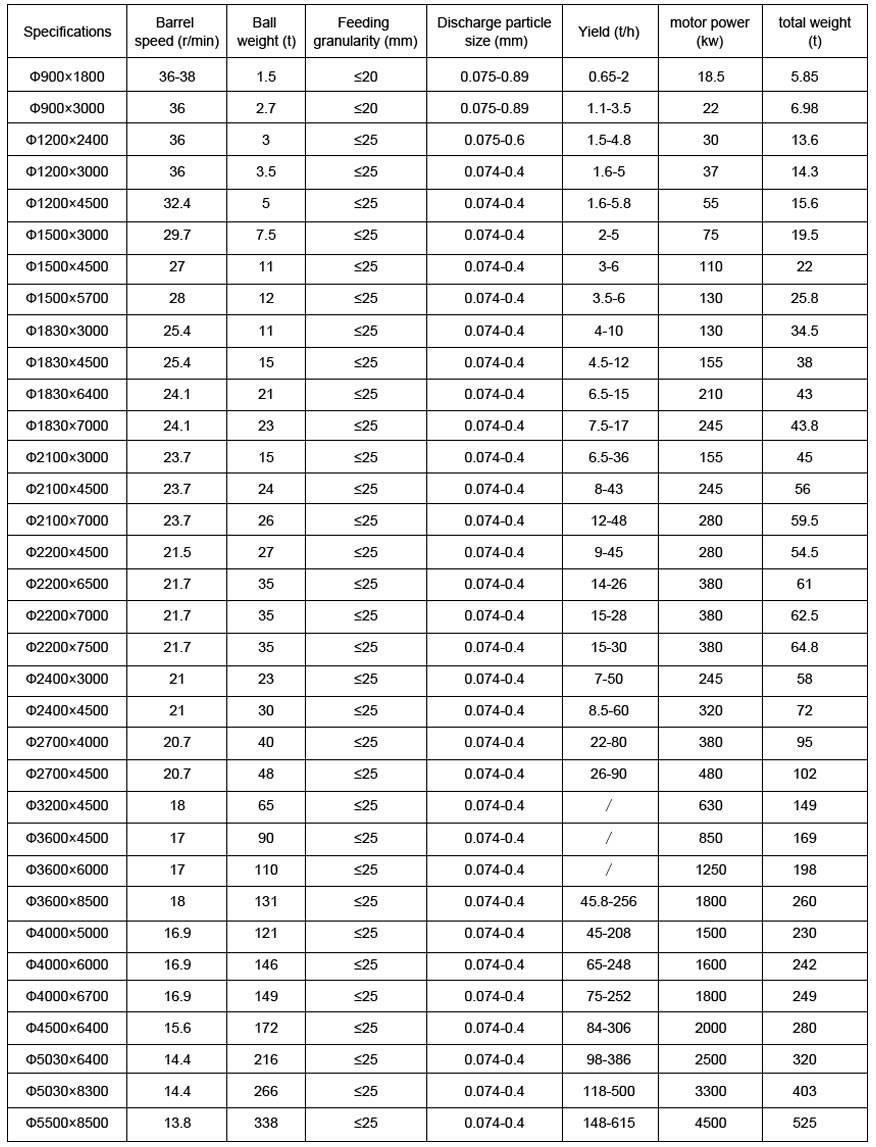
Performance маалыматтар